1 Припои
1.1.1 Припои предназначены для выполнения технологических процессов горячего лужения и пайки черных и цветных металлов и металлизированных ими металлических и неметаллических материалов.
1.1.2 По температуре плавления при пайке припои разделяются на припои для низкотемпературной пайки (с температурой плавления не выше 450°С) и припои для высокотемпературной пайки (с температурой плавления выше 450°С).
Применяемая в настоящем стандарте классификация припоев соответствует ГОСТ 19248-90.
Буква «П», проставляемая через дефис в конце марки, указывает, что данный припой является припоем повышенной чистоты.
1 В случае применения централизованно поставляемого припоя обозначение входящих в него компонентов дается в соответствии нормативно-техническим документом на данный припой.
2 Если в качестве припоя используется сплав, не являющийся по своему основному назначению припоем (например, латунь Л63), буква П (Пр) в обозначении марки не проставляется.
1.1.4 В технической документации на изделия, в которых применяется припой, а также при заказе припоя указываются его марка по соответствующему нормативно-техническому документу (государственному или отраслевому стандарту, техническим условиям) и номер документа. В случае применения централизованно не поставляемого припоя указывается номер настоящего стандарта.
Пример условного обозначения централизованно не поставляемого припоя с содержанием индия от 43 до 45%:
Примечание — При необходимости следует указывать сортамент припоя.
1.1.5 Выбор марки припоя для паяного соединения (шва) производится в зависимости от назначения и конструктивных особенностей изделия, от паяемых материалов и от коэффициента растекаемости, определяемого в соответствии с разделом 3 настоящего стандарта.
При выборе припоя для пайки и лужения выводов электрорадиоэлементов (ЭРЭ) следует исходить из максимальной температуры пайки (лужения), указанной в технических условиях на данный ЭРЭ.
1.1.6 Марки и область применения припоев для низкотемпературной пайки приведены в табл.1.
1.1.7 Марки и область применения припоев для высокотемпературной пайки приведены в табл.2.
1.1.8 Отсутствие в табл.1 и 2 номеров нормативно-технических документов на припои указывает, что данные припои централизованно не поставляются. Методы приготовления и анализа централизованно не поставляемых припоев приведены в обязательных приложениях 1 и 2.

41. Пайка металлов, припои и флюсы.
2 Состав и свойства припоев
1.2.1 Химический состав припоев для низкотемпературной пайки приведен в табл.3.
1.2.2 Химический состав припоев для высокотемпературной пайки приведен в табл.4.
1.2.3 Физико-механические свойства припоев для низкотемпературной пайки приведены в табл.5.
1.2.4 Физико-механические свойства припоев для высокотемпературной пайки приведены в табл.6.
Примечание — Физико-механические свойства (см. табл.5 и 6) приведены для справок и при изготовлении централизованно не поставляемых припоев не контролируются, а гарантируются химическим составом припоев (см. табл.3 и 4).
Таблица 1 — Марки и область применения припоев для низкотемпературной пайки

Краткий конспект на тему «Припои и флюсы, применяемые при пайке»
Обращаем Ваше внимание, что в соответствии с Федеральным законом N 273-ФЗ «Об образовании в Российской Федерации» в организациях, осуществляющих образовательную деятельность, организовывается обучение и воспитание обучающихся с ОВЗ как совместно с другими обучающимися, так и в отдельных классах или группах.
«Актуальность создания школьных служб примирения/медиации в образовательных организациях»
Свидетельство и скидка на обучение каждому участнику
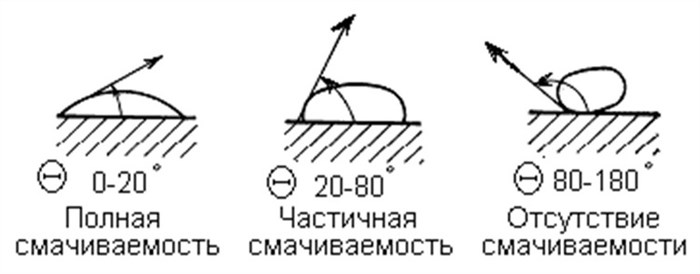
Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя проникают в основной металл, основной металл растворяется в припое. В результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
Выбирают припой с учетом физико-механических свойств соединяемых металлов (по температуре плавления), требуемой механической прочности спая, его коррозионной стойкости и стоимости.
Твердые с температурой плавления свыше 300 0 С;
К мягким припоям относят оловянно-свинцовые сплавы (ПОС) с содержанием олова от 10 до 90%, остальное свинец. Плавление этих припоев начинается с температуры 183 0 С. По существующим стандартам обозначение припоев начинается с буквы П (припой), затем указывается химический символ элементов припоя.
Например: ПОС-15; ПОС-25; ПОС -40; ПОС-61; все марки содержат олово и свинец, цифра указывает содержание олова, остальное свинец.
Кроме этих составов в качестве мягких припоев используются также:
● сурьмянистые припои (ПОСС у ), применяемые при пайке оцинкованных и цинкованных изделий и повышенных требованиях к прочности паяного соединения;
● оловянно-свинцово-кадмиевые (ПОСК), применяются для пайки деталей, чувствительных к перегреву;
● бессвинцовые припои, содержащие наряду с оловом медь, серебро, висмут и др. металлы;
К твердым припоям относят медно-цинковые и серебряные с различными добавками:
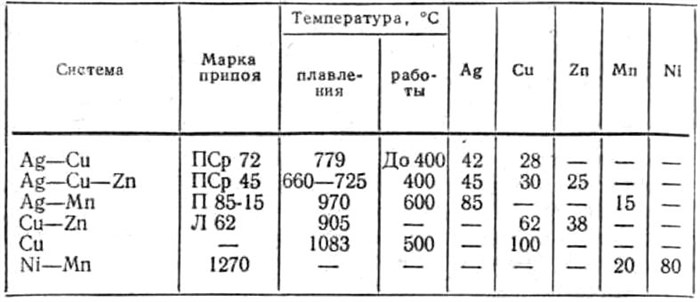
Серебряные припои имеют температуру плавления от 183 до 1133 0 С и представляют собой сплавы серебро-свинец-олово; серебро-медь; серебро-медь-цинк-кадмий; Серебряные припои нашли широкое применение:
-пайка стали с медью, никелем и медно-никелевыми сплавами;
Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного металла (припоя), имеющего более низкую температуру плавления, чем материал соединяемых деталей.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
Мягкие Припои и Флюсы Для Мягких Припоев
Требования к радиолюбительским флюсам
Независимо от того, какой флюс используется, готовую пайку нужно обязательно протирать тряпочкой, смоченной в спирте-ректификате или ацетоне, а также прочищать жесткой щеточкой или кисточкой, смоченной растворителем, для удаления остатков флюса и грязи. В некоторых исключительных случаях вместо канифоли можно пользоваться ее заменителями:
- канифольным лаком, имеющимся в продаже в хозяйственных магазинах. Его можно применять как жидкий флюс взамен раствора канифоли в спирте. Этот же лак можно использовать и для антикоррозийного покрытия металлов.
- живицей — смолой сосны или ели — доступным материалом, особенно любителям, живущим в сельской местности. Такой флюс можно приготовить самому. Набранную в лесу с деревьев смолу нужно растопить в жестяной банке на слабом огне (на сильном огне смола может воспламениться). Расплавленную массу разлить в спичечные коробки.
- таблеткой аспирина, имеющейся в любой домашней аптечке. Недостаток этого флюса — неприятный запах дыма, выделяющийся при плавлении аспирина.






